さらに発見の二日目

二日目の午後は、岩国市に本社のある旭酒造さんに向かいました。
獺祭で有名な日本酒の蔵元ですね。
旭酒造さんは、かなり奥深い山の中にあります。
辺り一体は、旭酒造関連の倉庫や駐車場などしかなく、まさに日本酒の町。
そんな中、一際目立つ大きなビルが。。。
こちらが旭酒造さんの本社ビル 兼 工場(酒蔵)なんだそう。
ビルで日本酒造り?ちょっとイメージが湧きませんね。

今回は、金土日限定の蔵見学に応募しました。
旭酒造さんは、杜氏のいない酒蔵として有名です。
しかも、美味しい日本酒ブームの火付け役のメーカー。
どんな作り方をしているのか、興味津々です。
蔵見学は10時と14時の一日二回開催され、私たちは14時の組に応募。
集合場所は、こちらのショップでした。
本社の前にある川を渡った先にあるオシャレな建物です。

ショップの入口には、獺祭の文字が。。。
山の中には似つかわしくない現代的な空間です。
店員さんも、とても酒蔵の方とは思えない洋風のファッション。
都内のオシャレなレストランにでも来たかのようでした。

店内には、所狭しと日本酒が並べられていました。
高いものだと数十万円もするお酒も!
まさに、高級ワインのお値段ですね。

室内では、日本酒の原材料の酒米や作り方をPRする動画も流れていました。
本当に素敵な空間です。

自由にいただける仕込み水もありました。
この日は、かなり暑い日でしたので、私たちはゴクゴクといただいたのですが・・・。
良いお水も、美味しいお酒を造る条件とはまさにこのこと。
こちらのお水の味は素晴らしく、感動ものでした。

川沿いにはテラス席もありました。
もう少し涼しくなれば、こちらでゆっくりするのも良いかもしれません。
ライブなんかがあったりすると、さらに気分が高まりますね。

蔵見学の14時前になると、こちらの白衣が配られました。
蔵見学というよりは、工場見学という雰囲気。

いよいよ、本社ビル 兼 工場(酒蔵)に潜入です。
入口からして、とても蔵元とは思えない様子。
期待に胸が高鳴ります。
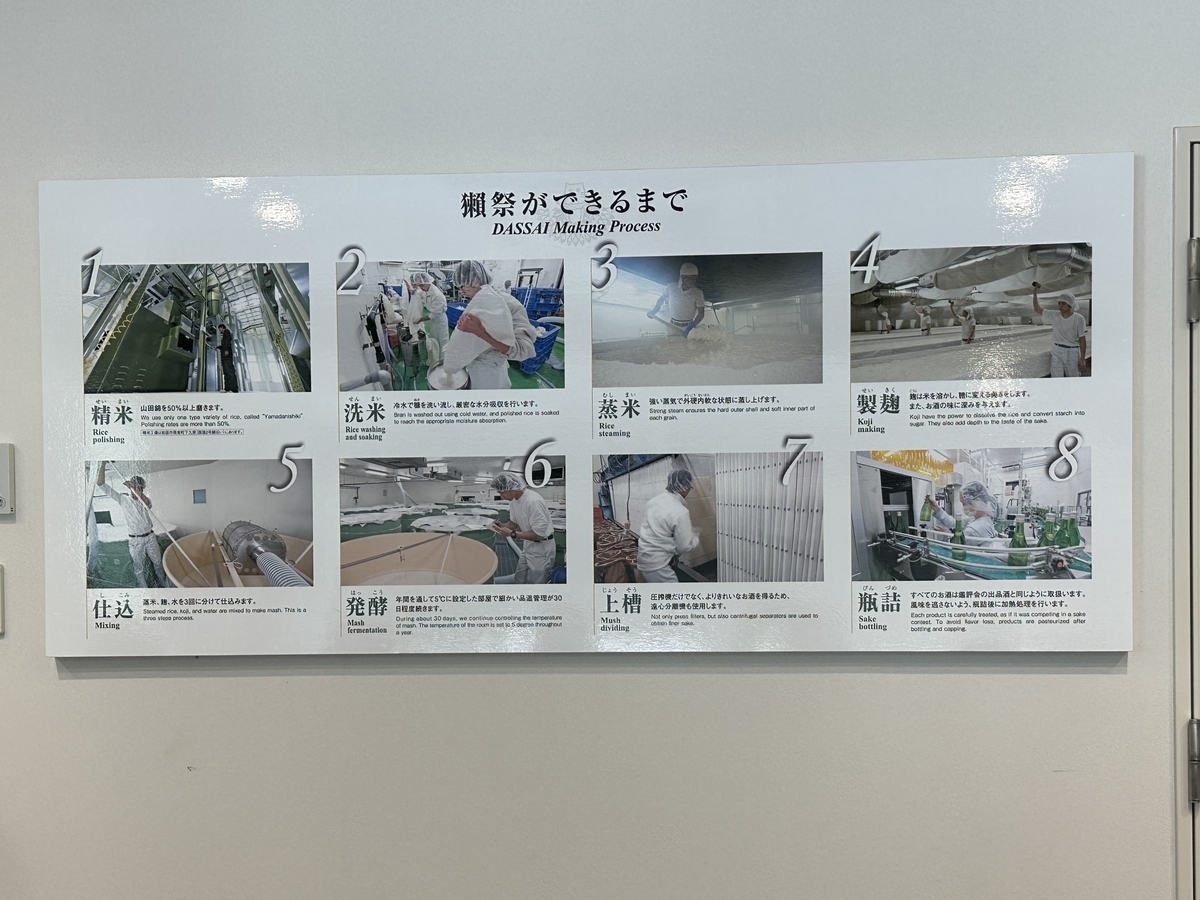
まずは、机上で大まかな日本酒造りの工程を習います。
次に、白衣に着替え、ヘルメットを被り、長靴を履いて準備完了。
酒蔵というよりは、オートメーション化された食品加工場に入るいでたち。
その後、エアーシャワーで一人づつ埃を落とし、各工程別に分かれている階へと向かいました。

まずは、精米の工程からですが、こちらは機械で精米をされているとのこと。
詳細は聞き漏らしてしまいましたが、オートメーション化しているようですね。
以前、私が伺った酒蔵見学とは、全く異なります。
次に、洗米の工程。
こちらは、洗うお米の量、水温管理、洗う回数、水につける時間までしっかりと管理されているとのこと。
杜氏がいなくても誰でも作れる再現性を重視したすごい仕組みです。
流石だなぁと、改めて感動。

従業員の方々は、黙々と働かれていました。
しかし、私たちがお邪魔すると、みなさん気持ちよくお出迎えいただき、本当に感謝です。
挨拶ひとつで、企業イメージがアップしますね。
通常は見学者が来ると作業の邪魔になりますので、嫌なものだと思うのですが。。。
嫌な顔ひとつされず、本当に頭が下がります。
この辺りからも、旭酒造さんの企業としての凄さが感じ取れました。

洗い終わったお米がこちら。
綺麗なお米ですね。
ちなみに、獺祭の製造に使う酒米は、基本的にすべて山田錦なんだそう。
しかも、大吟醸ですので50%以上は磨きます。
半分以上は捨てる訳ですから、贅沢なお酒といえば贅沢なお酒です。

次は、少し工程を飛ばして、仕込みと発酵の工程を見学しました。
なんと、こちらの樽は木製ではありません。
樽の外枠の中を冷水が流れる仕組みになっているとのこと。
樽の温度を自在にコントロールでき、発酵を安定させられるということのようです。
データに基づいた徹底管理ができるということなんだと思います。
これも、杜氏がいないが故の工夫なんでしょうね。

こちらは、かなり発酵が進んだ樽の画像です。
温度計も刺さっていて、まさにお酒のICU(集中治療室)のよう。
辺り一面に、フルーティな香りが立ち込めていました。

樽にラベルが貼ってありましたので、見方を教えていただきました。
こちらの樽は、8月23日に仕込んだ1,468本目の樽で、23%まで磨いたお米で作ったお酒という意味だそうです。

次は、上槽という絞りの工程です。
こちらのアコーディオンみたいなフィルターを通して、お酒が搾られるそうです。
分離された酒粕は、以前は販売されていたそうですが、今は焼酎の原材料にしているとのこと。
米焼酎として販売されているようです。

搾られた後のお酒がこちら。
この中に溺れたいと思うのは、私だけでしょうか。。。

最後に伺ったのはこちらの分析室。
仕込み中の全ての樽の状況を時系列に毎日グラフ化し、個々に調整をしているとのこと。
全ての管理を機械任せにすることも出来るはずですが、あえてそれは行わず、常に日々人間がチェックをしながらお酒を完成させていくようです。
いくらAI化していっても、これは、全業種で見習うべき考え方ではないでしょうか。

ちなみに、今年2023年からは、アメリカでも獺祭を作っているとのこと。
確かにこの作り方であれば、良い水さえあれば、杜氏なしで、全世界場所を選ばす、人を選ばずに美味しいお酒が作れますからね。
これは画期的です。
今は、世界的にも日本酒ブームですので、アメリカに酒蔵があるのは、理にかなっているのかもしれません。

完成したお酒は、出荷前に必ず全ての樽を試飲してGoサインを出すとのこと。
しかも、専門の従業員が確認するだけでなく、その品質に責任を負う社長自らが必ず確認するのだそうです。
ここまで大きくなった会社でも、社長自らが現場の先頭に立って、品質保証をするなんて素晴らしいですね。
ちなみに、後ろの方で成分分析などしている方々は、大学で専門的な勉強をしてきた若人たちなんだそう。
こんな山奥の田舎町ですが、全国から若者が来ているそうです。
素晴らしい!

蔵見学の後は、いよいよお楽しみの試飲タイム。
レンタカーで来た関係上、私だけが試飲しました。
右から順番に、「獺祭23」「獺祭39」「獺祭45」。
4つ目は、「獺祭スパークリング」をおまけでいただきました。
やはり、一番磨きの多い「獺祭23」は最高に美味しかったです。

ちなみに、タイから来られている男性と日本人女性二人もご一緒に蔵見学をしました。
タイでは、日本酒は日本の三倍近くするそう。
ということもあり、かなりお安く、お得に感じられていたようです。
私もお土産に「獺祭39」を買って帰りました。
この後、この日のお宿であるルートイン周南 徳山東インターに向かい、慌しかった二日目の旅を終えました。
明日に続く。